系统概述
程实时监控,对液罐(或槽)内的液位、流量、压力、温度、PH值等数据的采集和阀门、泵、变频器等设备运行状况的实时监控。
系统功能
>温度控制:通过控制蒸汽调节阀(蒸汽加热)、电力调整器(电加热)、冷水阀(水冷)、变频等执行器,使被控对象温度稳定于给定值。
>压力控制:通过控制物料反应速度、加/卸压调节阀,变频等执行器,使被控对象反应斧或管道压力稳定与给定值。
>液位控制:通过控制调节阀、变频等执行器,使液罐(或槽)的液位稳定于给定值。
>流量控制:通过控制物料进料阀门开度,变频等执行器,使物料流量稳定于给定值。
>其他功能:生产工艺配方功能、生产过程记录、报表等功能。
.jpg)
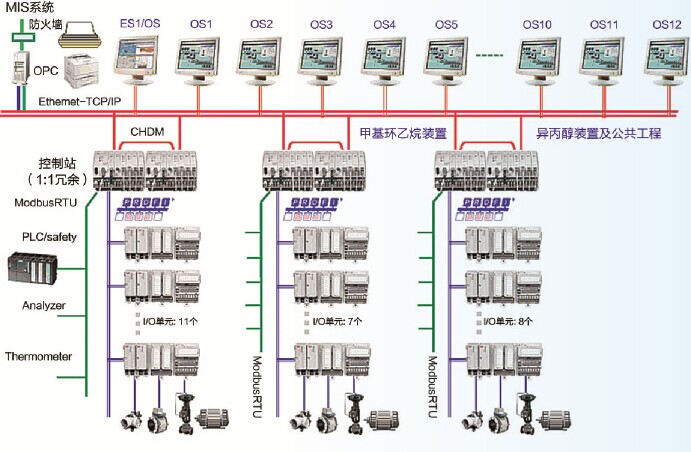
采用ABB AC500/AC800和变频器及仪表的化工生产自动控制系统,整个生产设备及辅助设施可实现分散控制、几种操作,并为工厂管理信息化提供数据接口;系统能实现CPU、通讯总线、电源和操作员的双重冗余,各子系统分别设置操作员站,操作员站即可相互独立,又可互为备用。安全可靠,技术先进,满足苛刻的化工生产工艺过程的控制要求,自动控制水平将达到行业的先进水平。
系统特点
>控制器内置温度、压力、液位等工艺控制回路,搭积木模块化结构,编程组态方便灵活,省时省力。
>各控制参数的控制可实现定值、随动、程序控制方式,可预存1000种以上的工艺配方,根据不同产品选择不同的工艺配方。
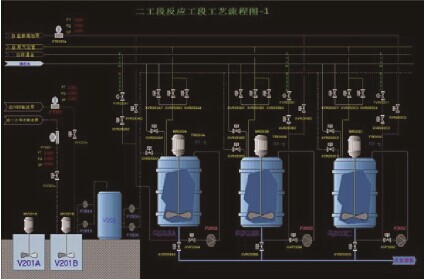
>人机界面可实现工艺总流程、设备操作、报表、趋势及报警显示和处理,历史数据存储量只取决于操作站硬盘大小,可无限增大记录量。
>提供OPC或MODBUS TCP 数据输出接口,方便工厂管理系统(ERP)的数据共享。
人机界面

上一篇:余热回收控制系统解决方案
下一篇:工业自动化系统集成
 地址:南京市建邺区嘉陵江东街50号康缘智汇港D座618
地址:南京市建邺区嘉陵江东街50号康缘智汇港D座618